Quali fasi comprende il processo di laminazione delle piastre in titanio (come laminazione iniziale, laminazione a caldo, laminazione a freddo, ecc.)? Che tipo di laminatoio viene utilizzato? Come controllare la temperatura di laminazione e la riduzione per garantire microstruttura e prestazioni uniformi della lamiera?
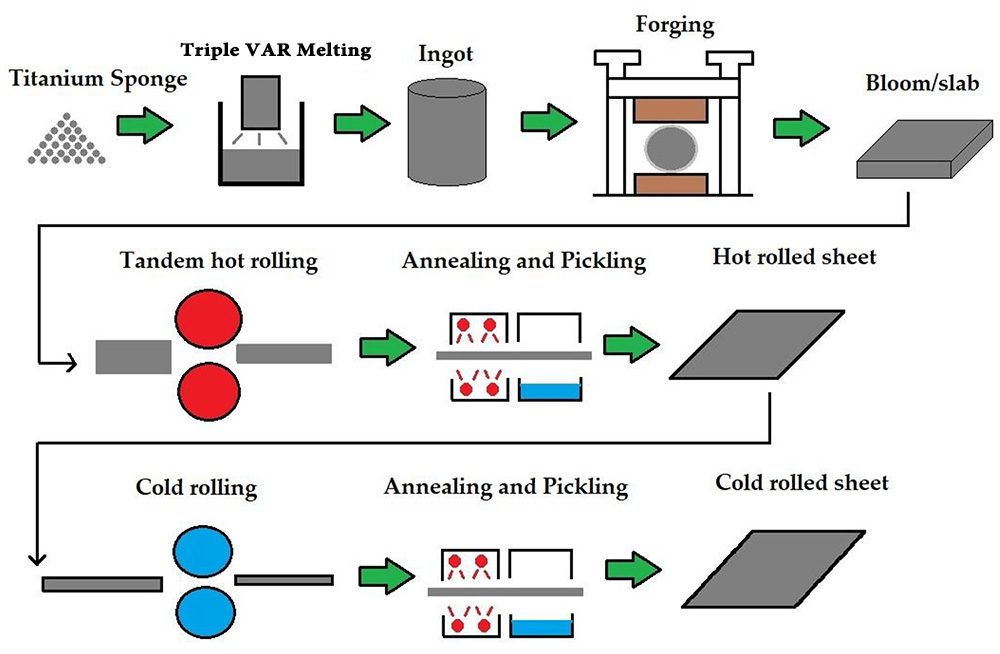
La laminazione del titanio e piastre in lega di titanio è un processo complesso che integra scienza dei materiali, controllo meccanico e ottimizzazione del processo. Il flusso del processo può essere suddiviso in tre fasi principali: laminazione iniziale, laminazione a caldo e laminazione a freddo. Ogni fase corrisponde a specifiche apparecchiature del laminatoio e parametri di processo.
(1) Fase iniziale di laminazione
La laminazione iniziale utilizza solitamente un laminatoio reversibile a due rulli. Il suo compito principale è rompere la struttura cristallina colonnare del lingotto della lega di titanio e ottenere la deformazione plastica iniziale. In questa fase, la temperatura di riscaldamento del lingotto deve essere rigorosamente controllata (solitamente 30-50°C sopra la regione della fase β) e i difetti di colata devono essere eliminati attraverso passaggi multipli di laminazione a piccola deformazione (riduzione per passaggio ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. ha migliorato significativamente l'uniformità della microstruttura della fase iniziale di laminazione ottimizzando il processo di omogeneizzazione del lingotto e combinando la simulazione numerica per prevedere la resistenza alla deformazione.
(2) Fase di laminazione a caldo
La laminazione a caldo utilizza un laminatoio irreversibile a quattro rulli o un laminatoio universale per eseguire lavorazioni di grande deformazione nella regione bifase α β. In questa fase, i grani vengono raffinati mediante ricristallizzazione dinamica e la temperatura finale di laminazione (solitamente non inferiore a 850 ℃) deve essere controllata per garantire la plasticità del materiale. Un forno di riscaldamento di tipo scatolato viene utilizzato insieme a un sistema di compensazione del riscaldamento a induzione per ottenere una precisione della temperatura di ±10℃. La distribuzione della riduzione della passata di laminazione a caldo segue il principio della "piramide", ovvero i primi passaggi utilizzano una riduzione del 20-25% e i passaggi successivi aumentano gradualmente fino al 35-40%, combinato con un rapido processo di raffreddamento ad acqua tra i passaggi per evitare efficacemente un'eccessiva crescita del grano.
(3) Fase di laminazione a freddo
La laminazione a freddo viene eseguita su un laminatoio a freddo a quattro o sei rulli, principalmente per migliorare la qualità della superficie e la precisione dimensionale della lamiera. È necessario utilizzare passaggi multipli di laminazione a piccola deformazione (riduzione del passaggio singolo ≤10%) combinati con un processo di ricottura intermedio e la deformazione cumulativa può raggiungere più dell'80%. Changzhou Bokang ha aumentato la precisione del controllo della forma della piastra a ±5μm introducendo la tecnologia a rulli incrociati. La ruvidità superficiale delle piastre in titanio per uso medico che produce è Ra≤0,2μm, raggiungendo il livello leader a livello internazionale.
La scelta dell'attrezzatura per la laminazione del titanio influisce direttamente sulla qualità della lamiera finale e deve essere progettata in base alle caratteristiche del materiale:
(1) Selezione del tipo di laminatoio
Laminatoio primario: viene utilizzato un laminatoio reversibile a due rulli a estremità chiusa, dotato di un sistema idraulico AGC (controllo automatico dello spessore) e il rapporto del diametro del rullo è controllato tra 1,8 e 2,2 per ottimizzare le condizioni del morso
Laminatoio a caldo: viene utilizzato un laminatoio irreversibile a quattro rulli, con un diametro del rullo di lavoro di 350-400 mm e un diametro del rullo di supporto di 1400-1600 mm, dotato di un sistema di rulli piegatori e di un dispositivo di spostamento del rullo, e la precisione del controllo della forma della piastra raggiunge ± 15I
Laminatoio a freddo: viene utilizzato un laminatoio a sei rulli con sistema combinato di rulli UC/VC, la corsa di spostamento assiale del rullo intermedio è di ±150 mm e vengono utilizzati un misuratore di velocità laser e uno spessimetro per ottenere il controllo a circuito chiuso
(2) Ottimizzazione dei materiali del sistema a rulli
Il rullo di lavoro è realizzato in lega a base di ferro ad alto contenuto di cromo (Cr12MoV) e la superficie è spruzzata con un rivestimento composito CrN/Al2O3 con una durezza superiore a HV1200, che resiste efficacemente all'adesione del titanio. Il rullo di supporto adotta la tecnologia di fusione centrifuga in ghisa refrigerata infinita e la differenza del gradiente di durezza superficiale del rullo è controllata all'interno di HS15 per garantire la stabilità della forma del rullo.
Il controllo accurato della temperatura e della deformazione è la chiave per garantire l'uniformità della struttura e delle prestazioni della piastra in titanio ed è necessario stabilire un modello di controllo dell'accoppiamento multiparametrico.
(1) Sistema di controllo della temperatura
Processo di riscaldamento: viene adottato un sistema di riscaldamento a tre stadi (sezione di preriscaldamento 600-700℃/sezione di isolamento 850-950℃/sezione di riscaldamento 900-980℃) e viene utilizzato un termometro a infrarossi per ottenere il monitoraggio della temperatura in tempo reale
Controllo della temperatura del processo di laminazione: nella fase di laminazione di finitura, viene utilizzato un sistema di spruzzatura a rullo (precisione del controllo del volume dell'acqua ± 0,5 l/min) e un sistema di compensazione del riscaldamento a resistenza viene utilizzato per controllare la fluttuazione della temperatura del pezzo laminato entro ± 20 ℃
Gestione della temperatura finale di laminazione: la distribuzione del campo di temperatura viene prevista attraverso la simulazione degli elementi finiti e viene stabilito un modello di tempo di attesa della temperatura tra i passaggi per garantire la temperatura del pezzo laminato. Assicurarsi che la temperatura finale di laminazione non sia inferiore di 50 ℃ al punto di trasformazione di fase
(2) Algoritmo per ottimizzare la riduzione
Distribuzione della riduzione multi-passaggio: sulla base del modello di incrudimento del materiale, un algoritmo genetico viene utilizzato per ottimizzare la distribuzione della riduzione in ogni passaggio per garantire che la deformazione di ogni passaggio sia "parabolica"
Regolazione della riduzione dinamica: la forza di laminazione viene monitorata in tempo reale da un manometro e l'algoritmo di controllo PID fuzzy viene utilizzato per regolare automaticamente la riduzione per compensare il rimbalzo dello spazio tra i rulli (precisione di compensazione ±0,02 mm)
Controllo limite della deformazione: stabilire un criterio di riduzione critica (ε_c=0,6σ_s/K), dove K è il coefficiente di indurimento della lavorazione del materiale, garantire che la riduzione a passaggio singolo non superi l'85% del valore critico
(3) Misure volte a garantire l'uniformità della struttura
Controllo della dimensione del grano: controlla la frazione volumetrica della ricristallizzazione dinamica attraverso il parametro Z (Z=ε·exp(Q/RT)) e mantieni il valore Z tra 10 e 15 per ottenere grani equiassici uniformi
Ottimizzazione della struttura: utilizzare il processo di laminazione incrociata (ruotare la piastra di 45° per passaggio), combinato con la tecnologia di laminazione asincrona (la differenza nella velocità della linea tra i rulli superiore e inferiore è del 10-15%), per indebolire efficacemente la struttura della superficie di base
Controllo dello stress residuo: attraverso il processo di laminazione alternato stress di trazione-compressione, combinato con il trattamento di rilassamento dello stress durante la ricottura, controlla lo stress residuo entro ± 20 MPa
Il processo di laminazione delle lastre di titanio richiede la creazione di una rete di controllo qualità dell'intero processo. Changzhou Bokang ha superato la certificazione del sistema ISO9001/ISO13485 e ha costruito un sistema di controllo qualità a tre livelli di "monitoraggio del processo di ispezione delle materie prime e test del prodotto finito":
Rilevamento online: dotato di misuratore della forma della piastra, spessimetro, rilevatore di superficie, per ottenere il controllo online della tolleranza dello spessore ± 0,02 mm e della tolleranza della forma della piastra ± 8I
Rilevamento dell'organizzazione: la tecnologia EBSD viene utilizzata per analizzare l'orientamento dei grani per garantire che la dimensione dei grani ASTM Grado 8 abbia un rapporto fine pari a ≥90%
Verifica delle prestazioni: le proprietà meccaniche vengono verificate mediante prova di trazione, prova di impatto e prova di corrosione. La resistenza alla trazione della piastra in titanio per uso medico è ≥850 MPa e l'allungamento è ≥18%, che soddisfa lo standard ASTM F136
Test non distruttivi: la tecnologia ad ultrasuoni Phased Array viene utilizzata per rilevare i difetti interni per garantire una velocità di rilevamento dei difetti del 100%
Attualmente, la tecnologia di laminazione delle piastre in titanio mostra tre principali tendenze di sviluppo:
Laminazione intelligente: viene stabilito un modello di laminazione virtuale attraverso la tecnologia del gemello digitale per ottenere l'ottimizzazione online dei parametri di processo;
Tecnologia di formatura quasi netta: sviluppare una tecnologia di laminazione continua di piastre ultrasottili in titanio per ottenere una produzione continua di piastre ultrasottili da 0,016 pollici;
Tecnologia di produzione ecologica: la tecnologia di laminazione elettroplastica (EPR) viene utilizzata per ridurre la temperatura di laminazione di 30-50°C e ridurre il consumo di energia.
 Chiedici informazioni
Chiedici informazioni
 Lingua
Lingua